











Приспособление для автоматической сварки стыков профильных труб - «Сделай сам»
Начинающему сварщику довольно трудно одновременно следить за правильной фиксацией соединяемых деталей и началом сварочного процесса. Обычно при касании электродом места сварки нарушается фиксация. Чтобы облегчить и автоматизировать процесс сварки, можно сделать простое приспособление и для этого не нужны навыки опытного специалиста и дефицитные материалы.

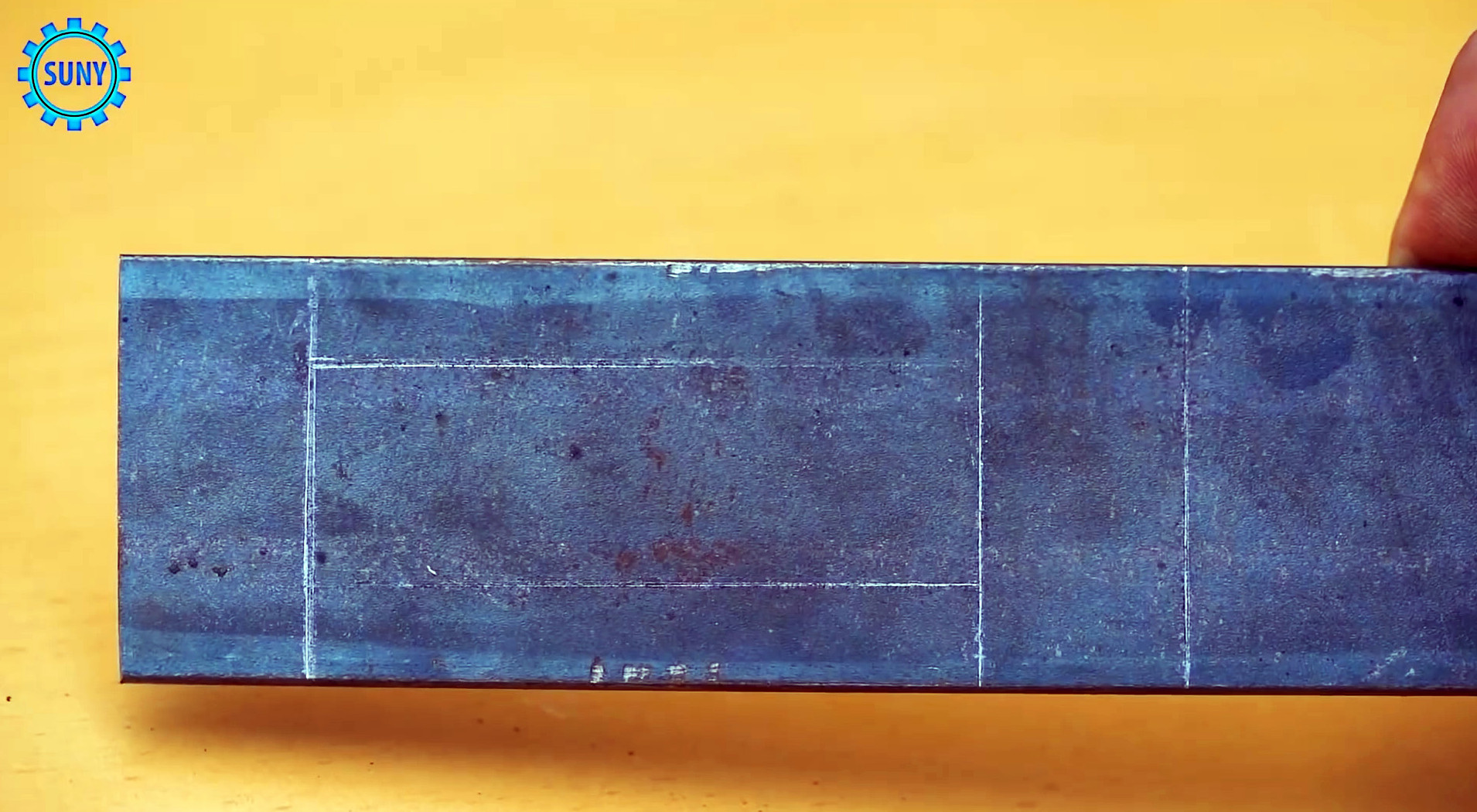
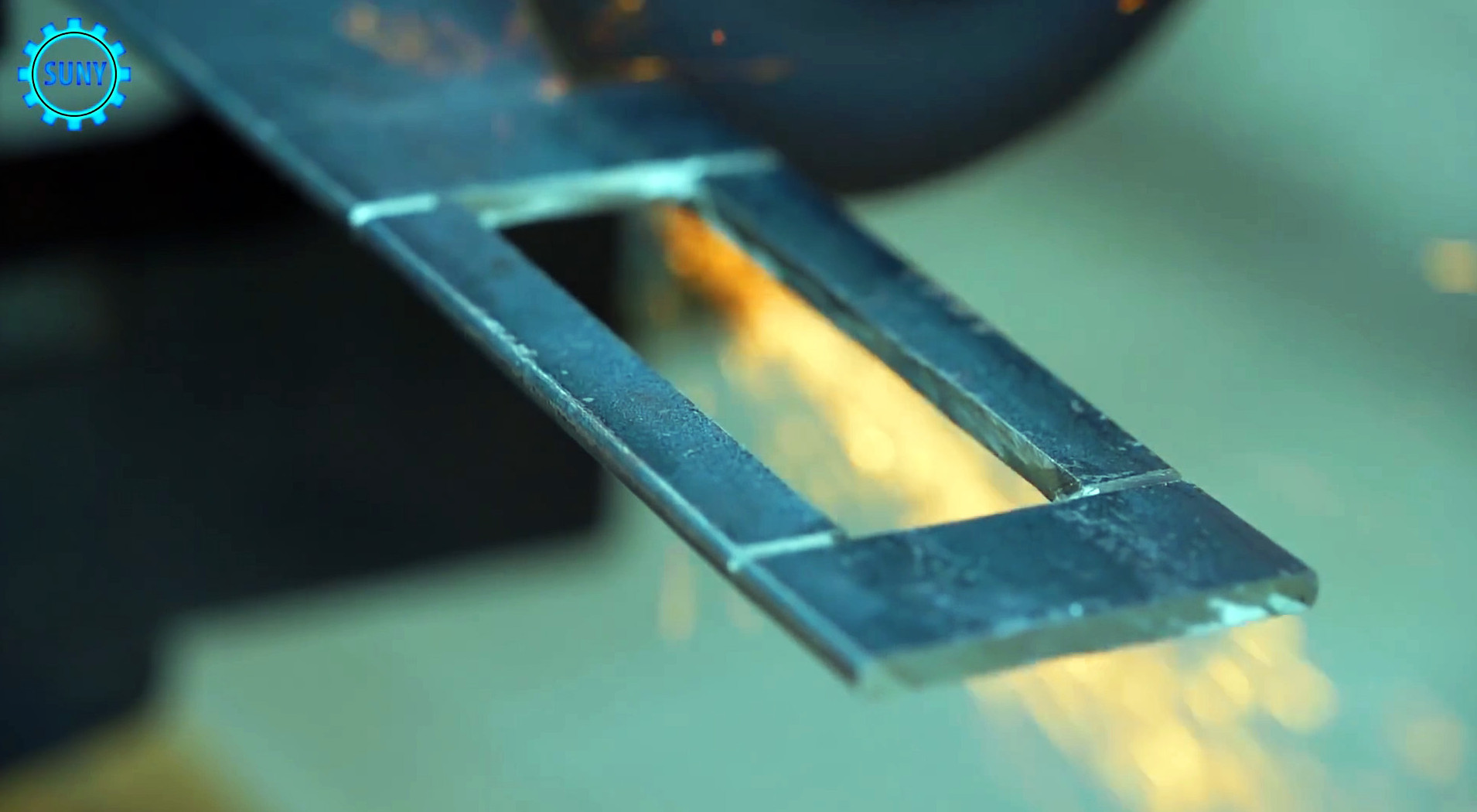
По разметке выполняем неглубокие поперечные канавки, в пределах которых вырезаем болгаркой прямоугольную прорезь расчетной ширины.

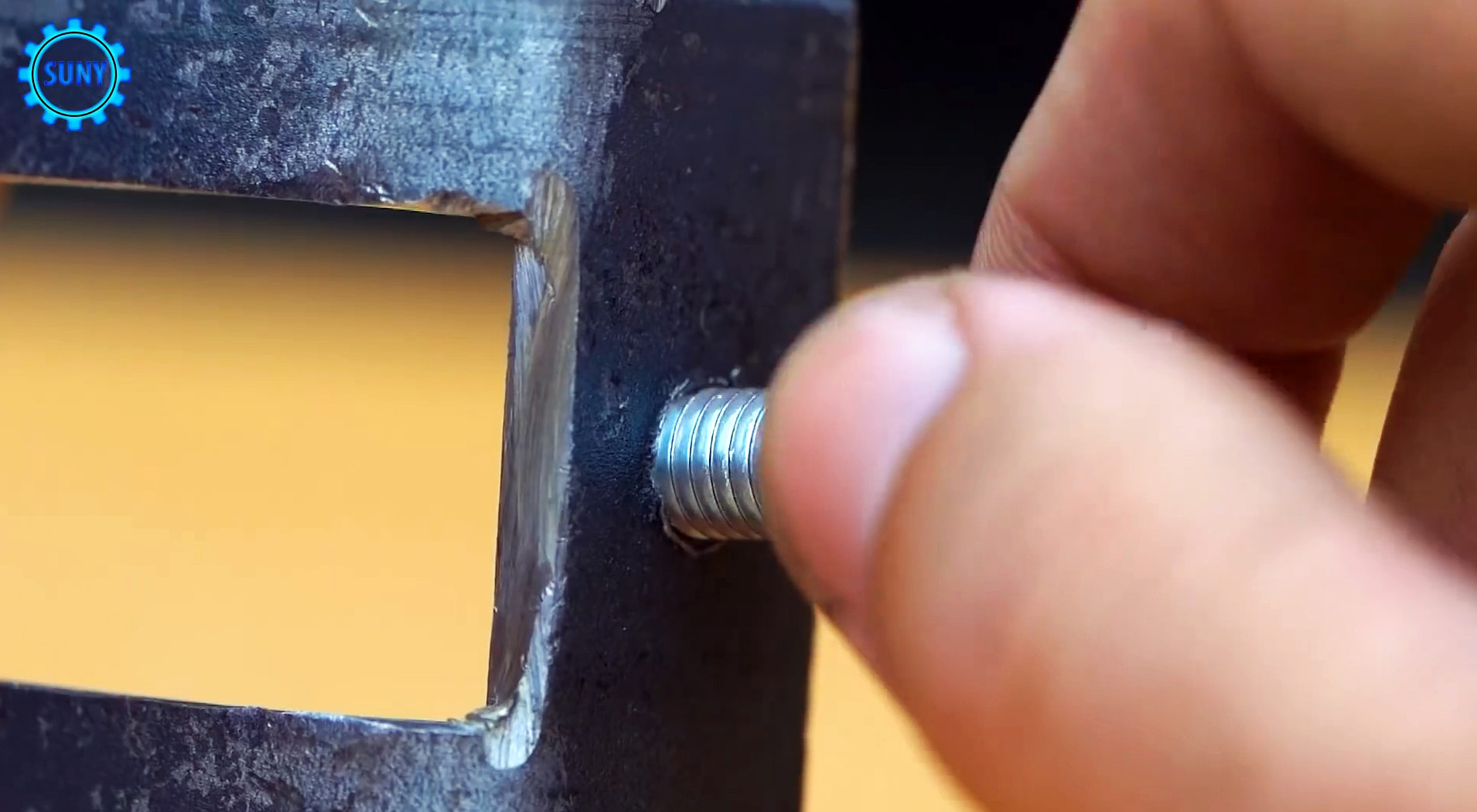
Отрезаем заготовку от стальной полосы. Поочередно зажимаем заготовку в тиски на уровне надрезов и с помощью молотка сгибаем под прямым углом в сторону канавок.

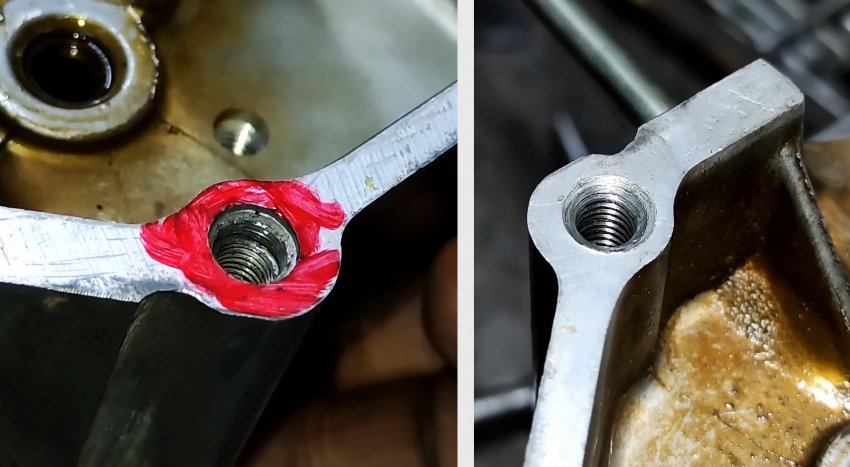
В центре загнутых полок накерниваем и высверливаем сквозные отверстия, в которых затем нарезаем метчиком резьбу.

Вворачиваем в отверстия с резьбой по одному болту.
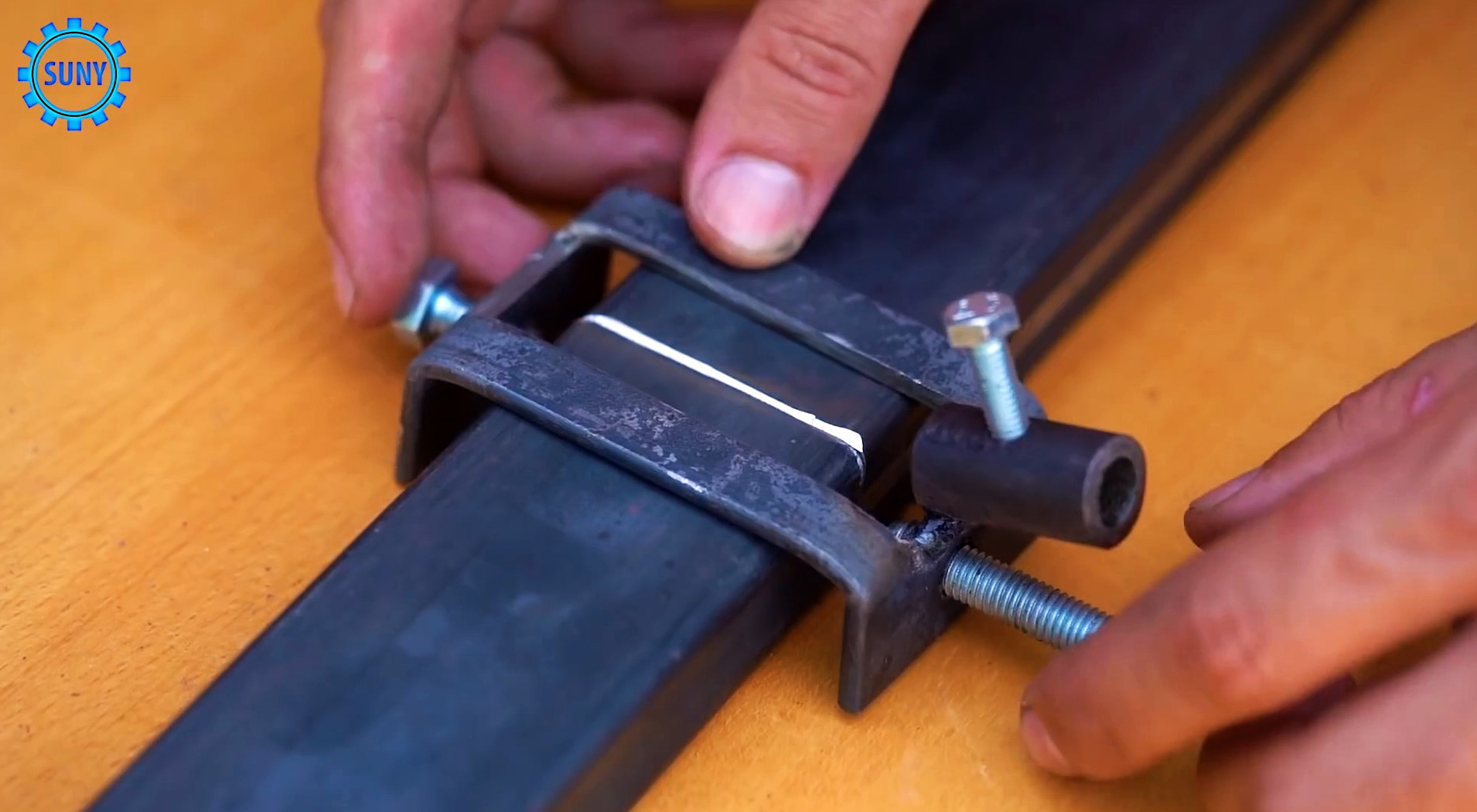
В круглом стальном стержне высверливаем центральное сквозное отверстие необходимого диаметра.

Устанавливаем стержень с отверстием под небольшим углом так, чтобы его торец совпадал с внутренним краем узкой стороны прорези и был направлен наружу и вверх.

В этом положении привариваем стержень к рамке и сверху по центру сверлим в нем поперечное отверстие, в котором также нарезаем резьбу. Вворачиваем в отверстие с резьбой болт.

Приспособление готово к работе.

В качестве свариваемых деталей встык выбираем отрезки профильной трубы.

Сверху на свариваемые детали устанавливаем «ножками» вниз приспособление так, чтобы стык оказался посередине прорези.
В стержень с отверстием вставляем сверху покрытый электрод. Чтобы свариваемые детали оставались неподвижными, фиксируем их с помощью вворачивания двух боковых болтов.
Совмещаем конец электрода с точкой начала сварного шва, сгибаем его так, чтобы он лег на стык. Т. е. сварка будет происходить, как бы, лежачим электродом.
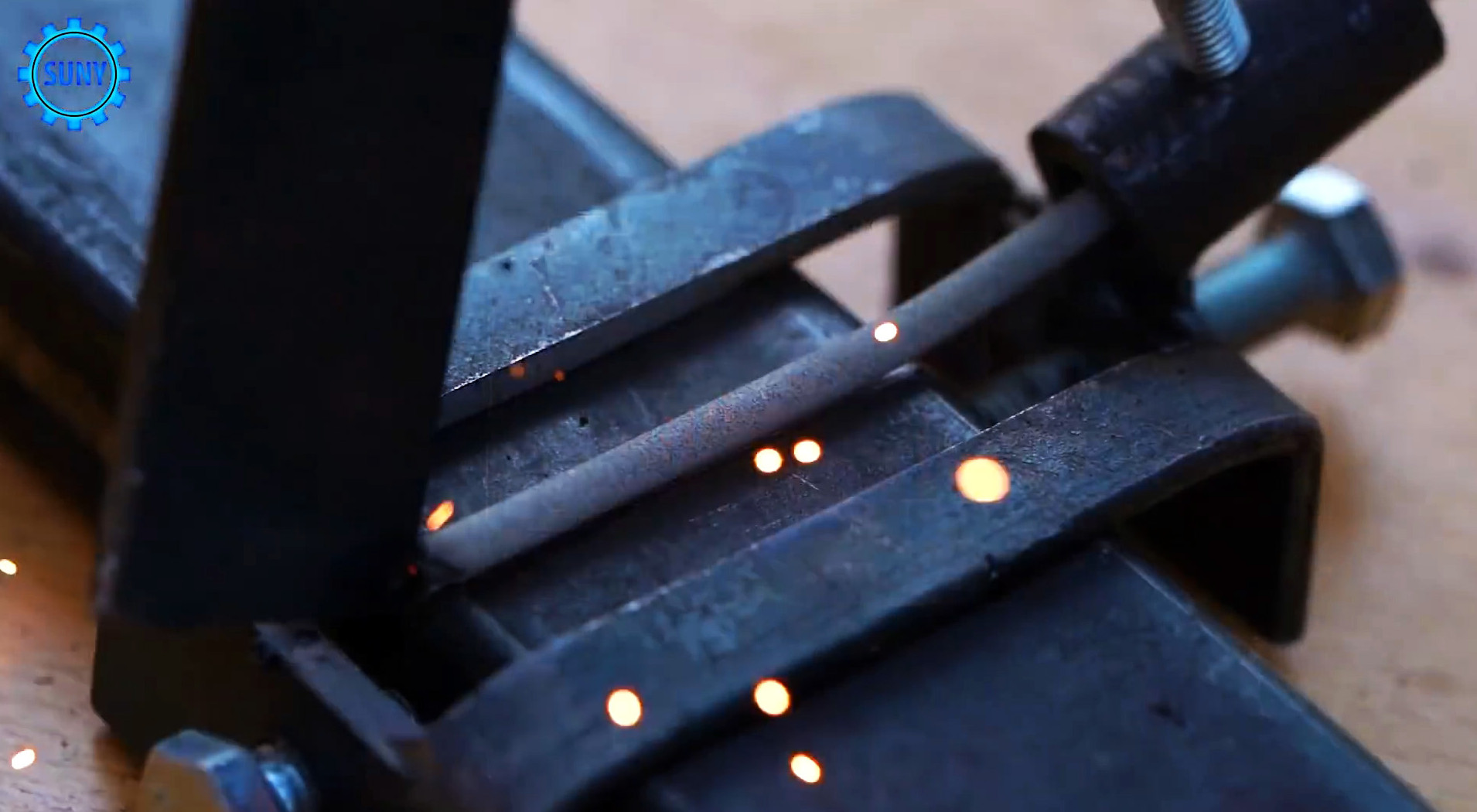
Подсоединяем к другому концу электрода держак, устанавливаем необходимые параметры сварочного процесса и включаем сварочный аппарат.
После возбуждения дуги процесс протекает, можно сказать, автоматически: детали неподвижны, а дуга перемещается по мере расплавления электрода.

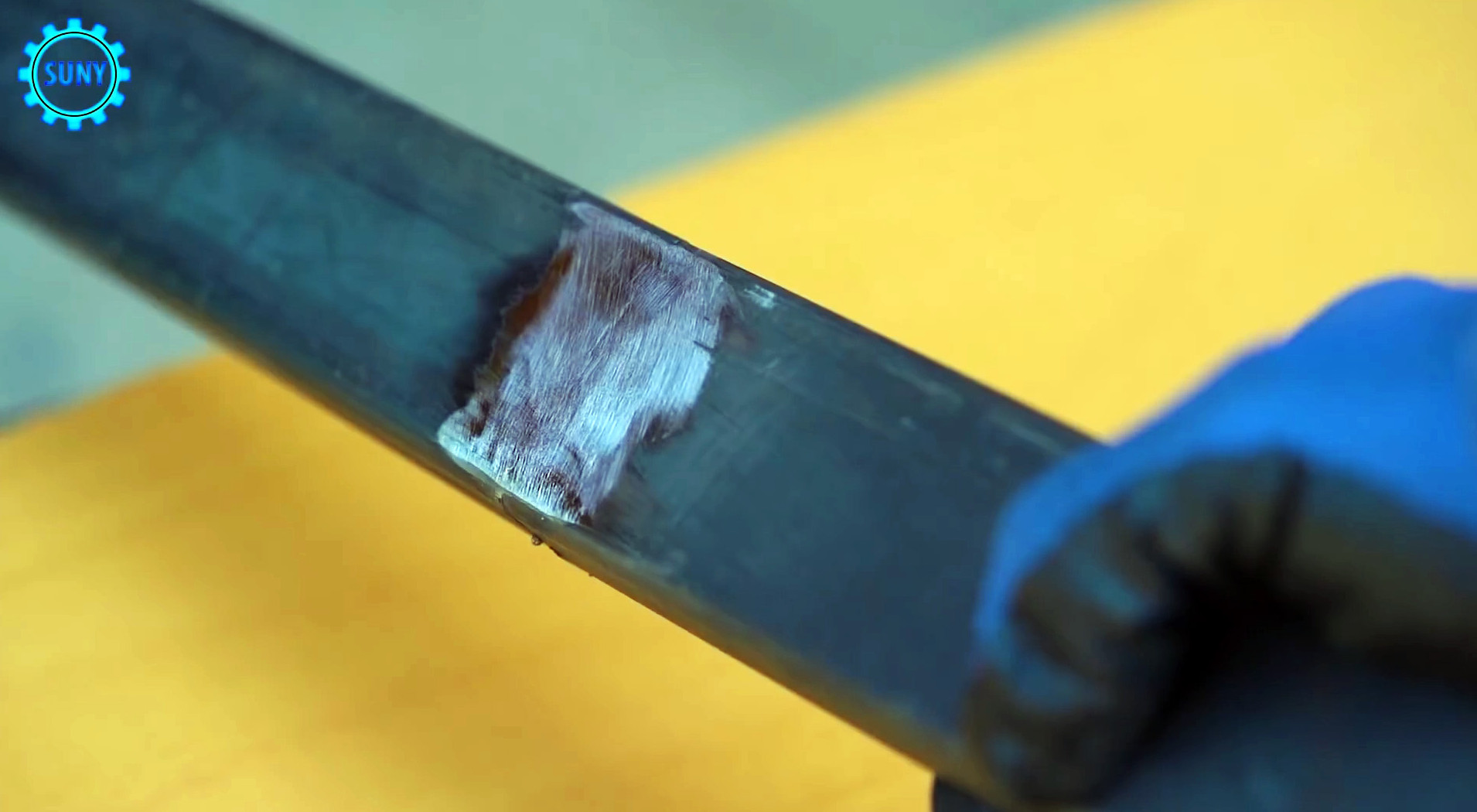
По завершении сварки убираем приспособление, открутив предварительно болты, фиксирующие детали.
Отбив шлак, и зачистив шов болгаркой, убеждаемся, что он получился по форме и структуре качественным.


Польза от простого приспособления очевидна.

Смотрите видео
Обязательно посмотрите еще одно приспособление для автономной сварки стыков профильных труб - https://sdelaysam-svoimirukami.ru/7818-prisposoblenie-dlja-avtonomnoj-svarki-stykov-profilnyh-trub.html