











Как завальцевать трубу и сделать красивый наконечник при помощи токарного станка - «Сделай сам»
На токарных станках, наряду с механической обработкой в основном металлических заготовок, можно выполнять множество других операций, в частности, осуществлять процесс торцевой сварки трением или выполнять вальцовку труб, используя термомеханический метод.
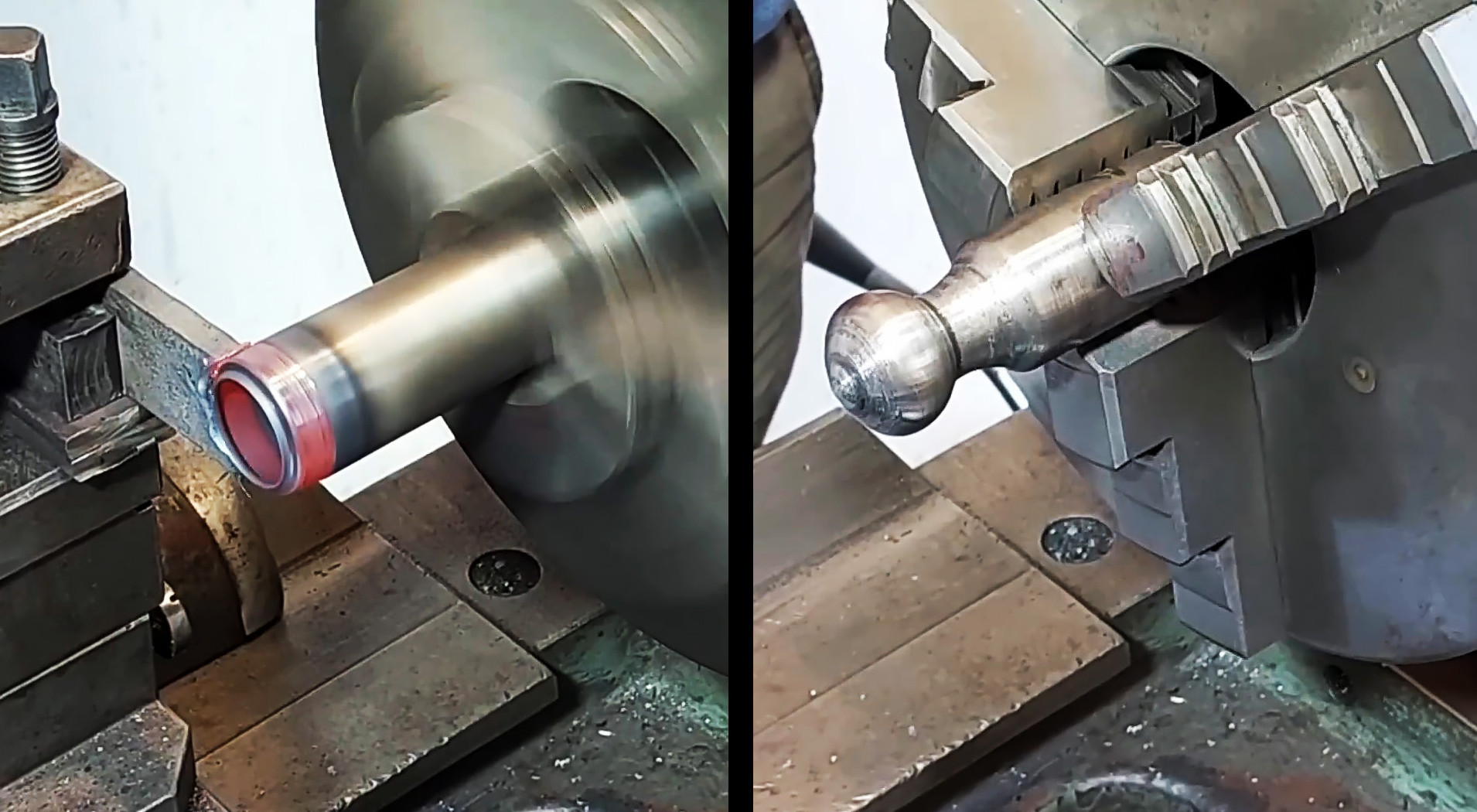
Попытаемся использовать данную методику для процесса вальцовки круглой трубы. Для этого в резцедержателе вместо обычного резца закрепляем жесткую пластину из жаропрочной стали с полуцилиндрической выемкой на ее рабочем торце, диаметр которой должен совпадать с наружным диаметром круглой трубы, которую мы собираемся подвергнуть процессу вальцовки.
Чтобы конец круглой трубы при термомеханическом воздействии не начал деформироваться, перед ее зажатием в патроне токарного станка, помещаем в нее подходящую по диаметру торцевую гаечную головку или нечто подобное.
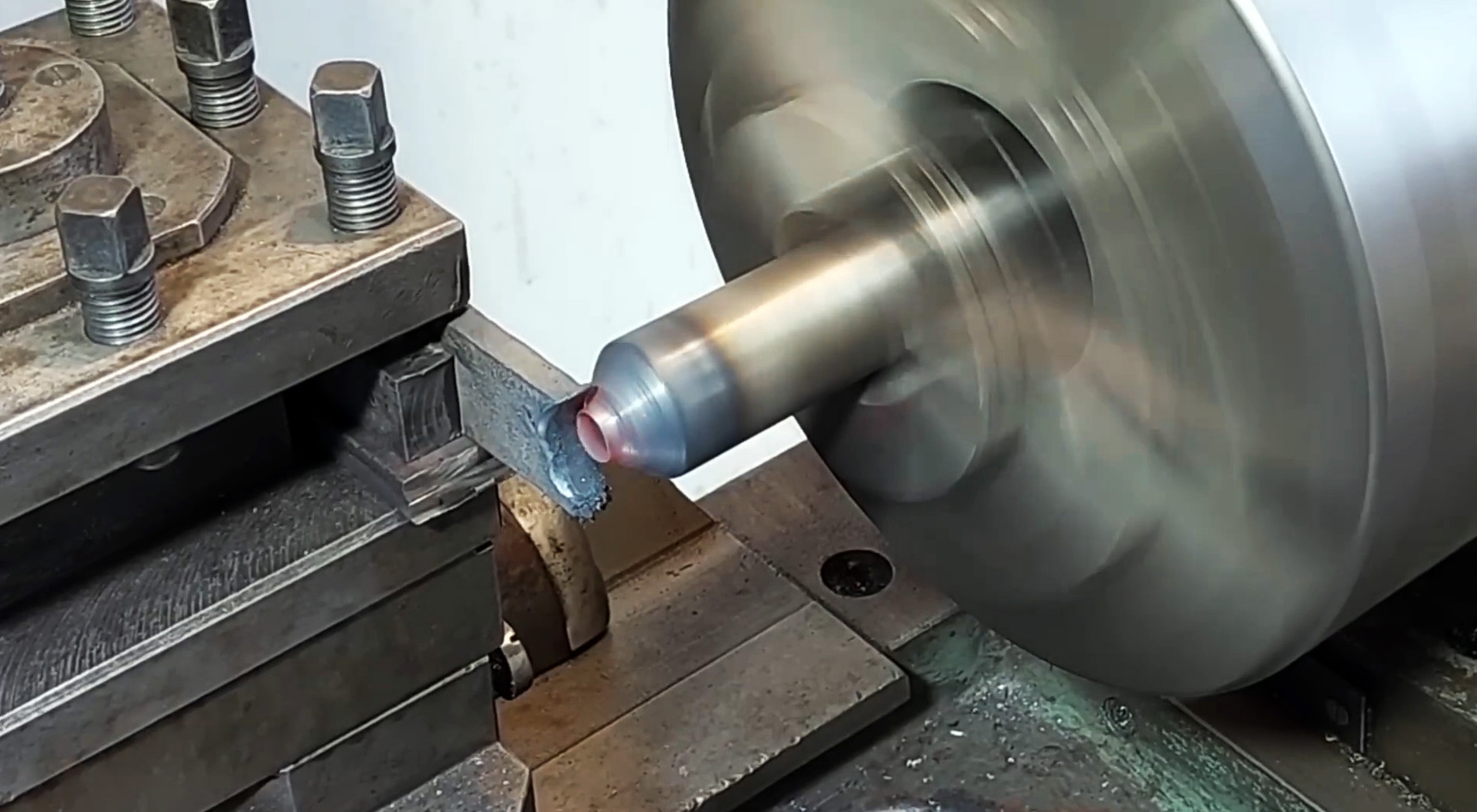
Подводим выемку на рабочем торце жаропрочной пластины к круглой трубе и включаем поперечную подачу. Через непродолжительное время металл трубы начнет интенсивно нагреваться и приобретать красный цвет. При этом происходит довольно значительное размягчение металла трубы.
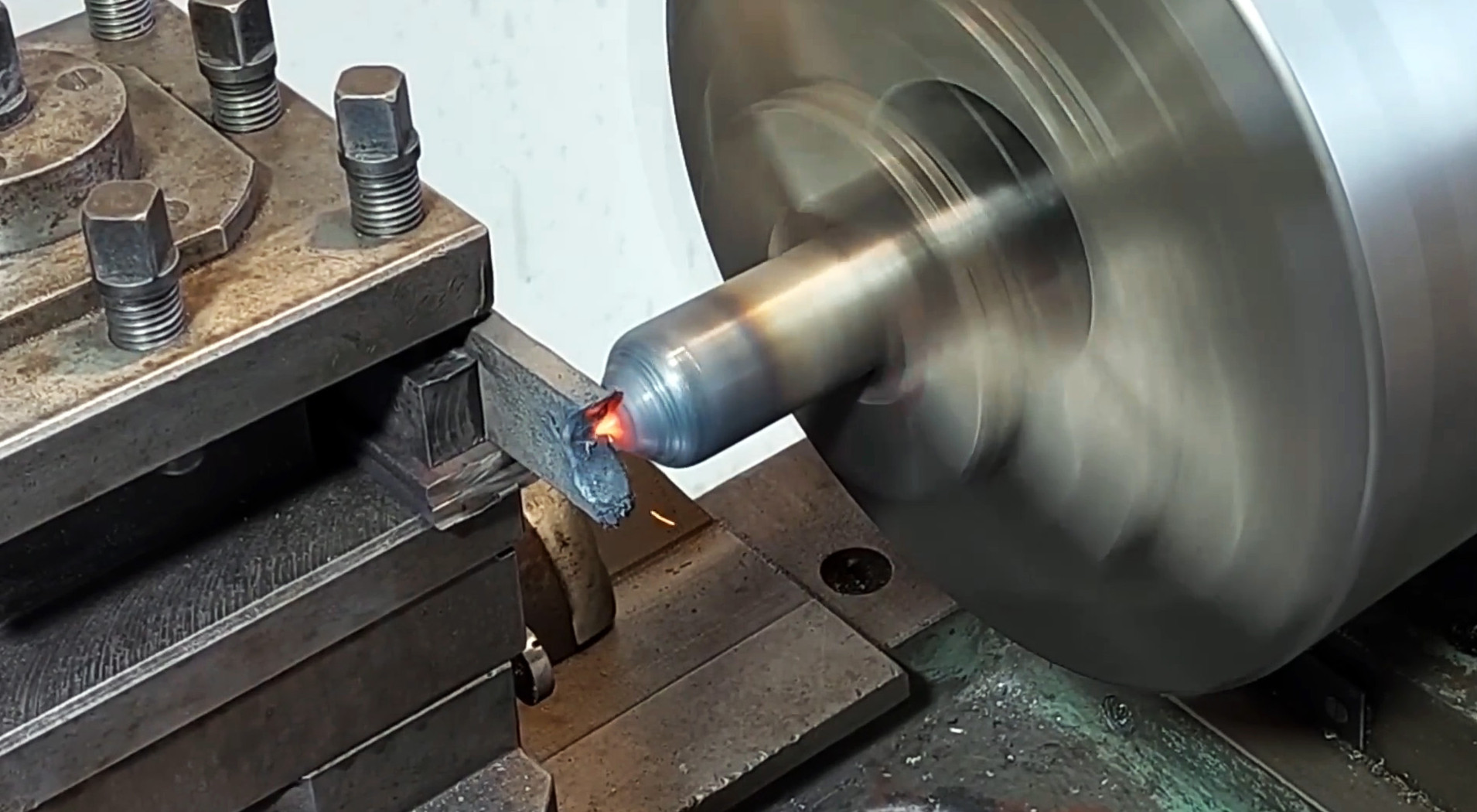
Сочетая поперечную и продольную подачу суппорта, получаем на конце трубы прямой конус, который постепенно преобразуем в почти полусферу. Затем упираем выемку жаропрочной пластины в сечение трубы за торцевой головкой и также, регулируя поперечную и продольную подачу, разогреваем металл докрасна и формируем вначале конус, а затем практически полусферу.
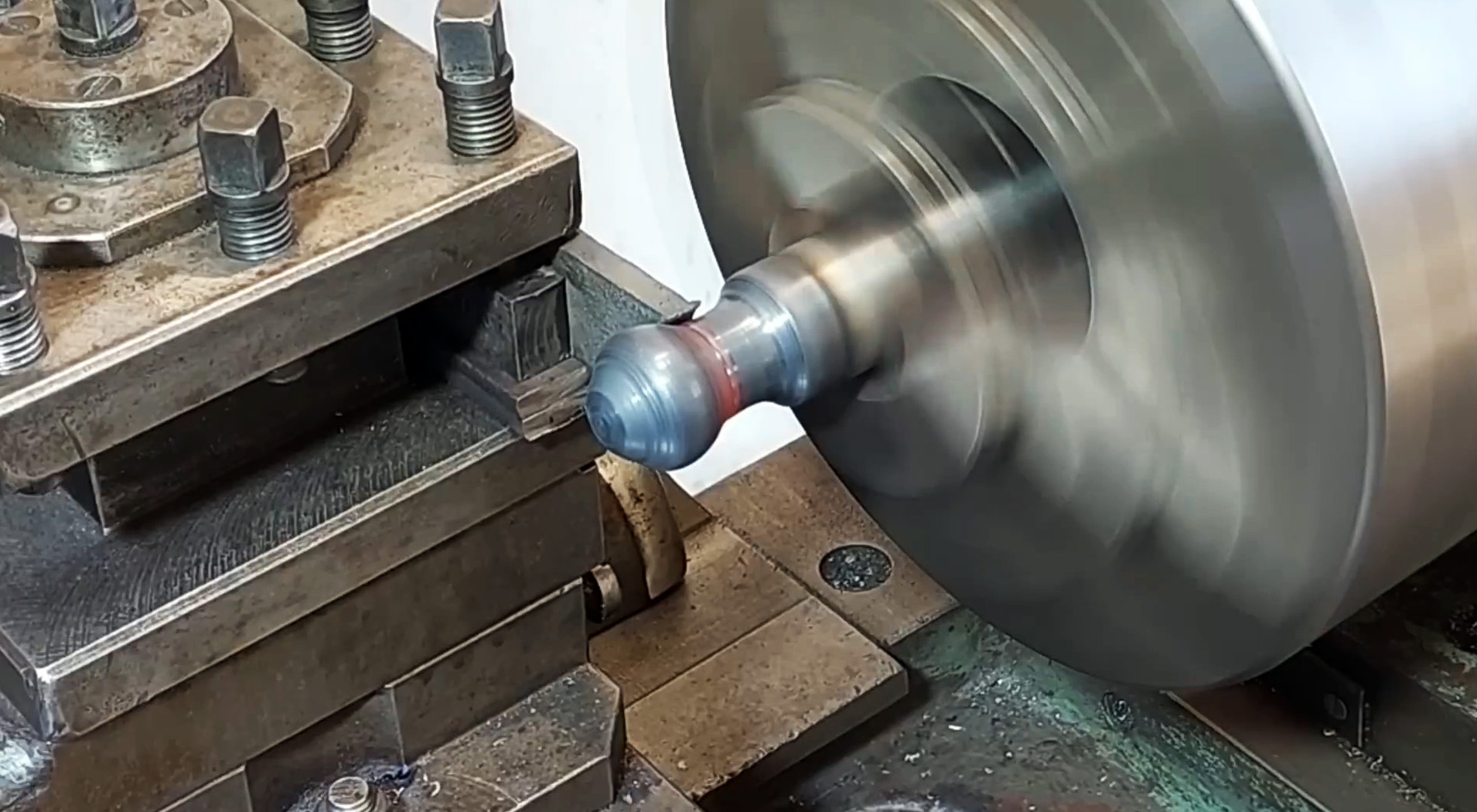
Далее, продолжая воздействовать на полученный профиль термически и механически, добиваемся идеально возможной сфероидальной формы. Остужаем металл, несколько его отпускаем и вновь устанавливаем трубу со сформированным вчерне сфероидальным концом.

С помощью ручного напильника удаляем наиболее заметные риски, неровности и заусенцы. Затем приступаем к процессу шлифовки с применением наждачной бумаги с уменьшающейся зернистостью вначале при небольших оборотах и заканчиваем шлифовку поверхности на максимальных оборотах.